

In the metal-cutting industry, deburring is usually carried out as an additional work step with an increased logistical and personnel effort. At the same time, many robot systems are already used for loading and unloading machine tools.
This is exactly where the new SCHUNK products come in. Because robots can do more than loading and unloading, they can also be used for automated deburring. Deburring of the workpieces can be carried out concurrently with the machining operation of the next workpiece, thus saving an additional work step.
Simultaneous deburring reduces component lead times, and unit costs, and contributes to a better utilization of existing loading and unloading robots. The repeat accuracy of the robot also ensures consistent reproducible results. With robots assigned to dirty, monotonous tasks, the employees who work alongside them will benefit from more safety and better ergonomics. With the new SCHUNK tools, users can benefit from all these advantages.
Appropriate solutions for any case of application
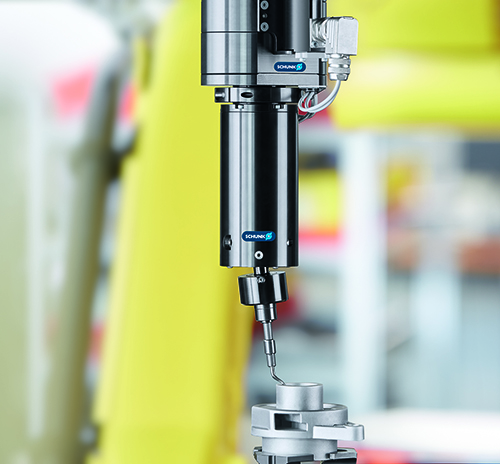
With the CRT, RCV, and CDB, SCHUNK has developed three units for different deburring tasks providing an optimal tool for any application. The pneumatically driven file, CRT, is particularly suitable for small and narrow tool geometries. Even in hard-to-reach areas such as slots, corners or grooves superfluous edges can be precisely removed and cleaned without any residues. The compensation angle of +/– 1.8 mm reliably compensates position inaccuracies, and workpiece and robot tolerances. Because the file can be equipped with conventional file blades, existing material can be reused and the change- over to automized processes can be done conveniently.
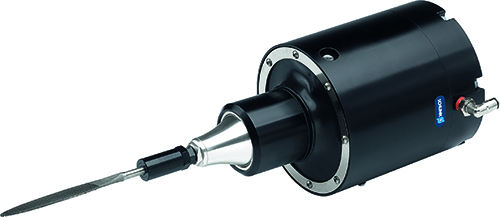
The pneumatic RCV deburring spindle is currently the most robust product on the market, and proves its capabilities during cleaning of blanks and milled parts. Since different rotating tools can be used, the RCV can be flexibly used for various deburring tasks. Due to its robustness and high quality, consistently good machining results can be achieved with the RCV. The vane motor shortens machine times with high torque and short stopping time, and therefore ensures a higher output.

is excellently suitable for any kind of deburring operations with rotating tools, and therefore can be used for machining various workpiece geometries.

The CDB unit also facilitates the changeover from manual to automatic processes. For the first time, proven hand-guided deburring blades can be used, and additional investments in new materials are not necessary. Due to the uniform tool pick up and the option of automatic blade exchange, the set-up time is pleasingly short, and therefore even small series can be processed economically. The unit is controllably compliant in axial and radial direction and is suitable for deburring various workpieces. A variety of materials, such as plastics, aluminum, steel or brass as well as different geometries can be easily machined.
All the mentioned products are gimballed. The tools compliance can be adjusted by actuating them with pneumatic pressure. Therefore, a variable balancing function is ensured, and the programming effort for the robot noticeably reduces. Commissioning is done very quickly and easily. With the optionally available fixation of the y-axis, users can change from oscillating to radial compensation. This flexibility ensures efficient machining, even of various workpiece geometries. Fewer rejects, significantly reduced downtimes and only a very limited need of spare parts are positive results of the automated process. The impact of these results will be evident in the cost savings.
See related: Automated Surface Finishing

Additional products complete the SCHUNK portfolio, opening up additional fields of application. The PCFS compensation unit turns out to be versatile. If a workpiece must be machined with a previously defined force, it renders valuable services. The unit is universally applicable and ensures that a consistent compliance force is acting in any position. This is made possible by using a position sensor. It compensates the weight force together with the pressure control valves provided by the customer. The PCFC can be combined with various tools and therefore is suitable for numerous application purposes.
With the new deburring tools SCHUNK completes its end-of-arm portfolio by further modules. Moreover, users are optimally supported during the process design: customers can test their application in advance in the new SCHUNK CoLab application center. SCHUNK carries out a feasibility analysis of the machining task, and thus facilitates the changeover to automated machining.
Anyone who wants to learn more about the advantages of the new solutions and wants to see how everything works in person, can request a SCHUNK field service consultant to host a SCHUNK Roadshow with the new tools at his premises free of charge.